
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






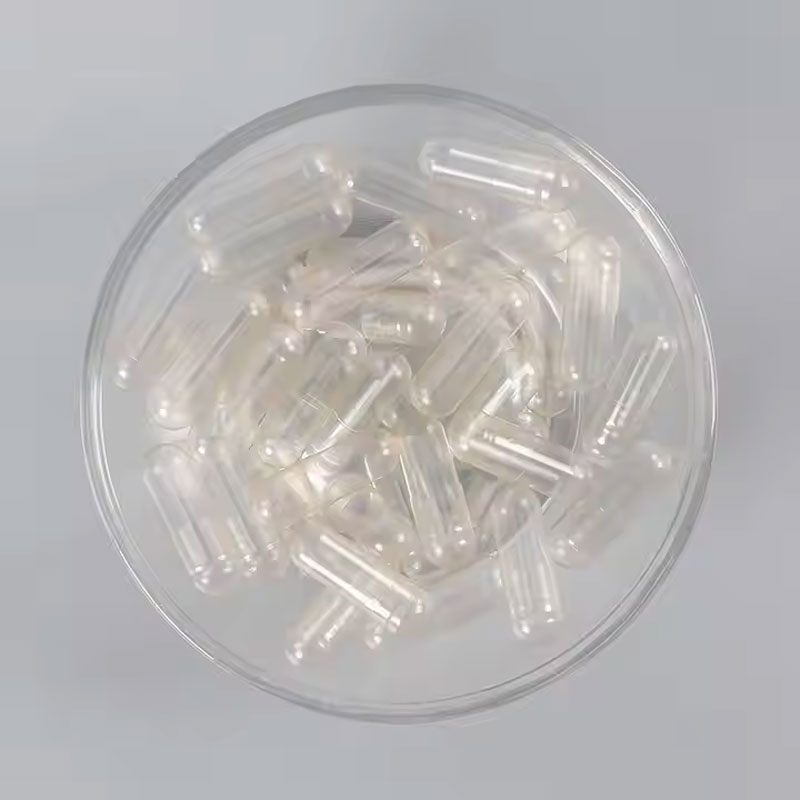
high quality Pearl White Color Empty Capsules Size 00 0 Hard Gelatin Capsule
Insights into High Quality Pearl White Color Empty Capsules
High quality pearl white color empty capsules are a fascinating subject; they aren't just about aesthetics but function, consistency, and reliability in pharmaceutical and supplement industries. At first glance, they may appear to be just a vessel, but their role is integral. Many mistake them for a mere detail, yet anyone who has been in the field understands the layers of consideration involved in their production and application.
Understanding the Basics: What Makes a Capsule High Quality?
When we discuss high quality, especially in relation to high quality Pearl White Color Empty Capsules Size 00 0 Hard Gelatin Capsule, it's crucial to consider the material used—usually gelatin or HPMC. Gelatin provides robustness, making it the go-to for many. However, selecting the right color and size adds another layer of complexity. A pearl white capsule, for instance, offers an appealing aesthetic that signals purity and professionalism.
In practice, I've observed that customers often have specific requirements based on the formulation they're using the capsule for. Whether it's a vitamin supplement or a sensitive pharmaceutical compound, the capsule's integrity is non-negotiable. Companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD, which operates with facilities in Zhejiang and Jiangsu, have mastered this balance, producing reliable capsules consistently.
Size matters enormously, especially sizes 00 and 0, commonly used in the market. They offer a good balance between dose capacity and ease of ingestion. It takes detailed attention to ensure these capsules perform as required under diverse conditions and formulations.
The Manufacturing Process: Challenges and Solutions
One might wonder: why can't we just produce these capsules in bulk without much hassle? The answer lies in the precision required during manufacturing. The delicate balance of temperature, humidity, and material properties can significantly impact quality. Having worked alongside such processes, I've seen first-hand how a minor deviation can result in a batch that doesn't meet industry standards.
Advanced manufacturing setups like those in Suqian kelaiya corp.’s facilities employ rigorous quality control measures. Their focus extends beyond just making capsules to encompassing the technology used in capsule filling machines and blister packaging. These technical integrations ensure their product stands up to global expectations.
Issues like variable humidity can lead to brittleness in gelatin capsules. This is where companies often need to tweak processes dynamically, a challenge not everyone is equipped to handle efficiently.
Customization and Client Requirements
Customization is inevitable in this industry. A one-size-fits-all approach rarely works, given the variety of compounds that can fill these capsules. My experiences tell me that dialogue with clients is crucial for understanding their exact needs. Whether it's a unique color, branding on the capsule, or specific dissolution rates, collaboration leads to optimal outcomes.
For example, pharmacists often request capsules that dissolve at specific rates to ensure proper release of active ingredients. Again, expertise in customization allows companies like Suqian kelaiya to manage these nuanced demands effectively.
The role of a trusted partner cannot be overemphasized here. Companies need not only a supplier but a collaborator that understands the intricacies of capsule manufacturing and customization.
Regulation and Compliance: An Ongoing Commitment
Regulatory compliance is a backbone of the pharmaceutical and nutraceutical industries. Capsules may be small, but failing regulations isn’t an option. Over the years, I’ve realized how regulations continually evolve, requiring flexibility and adaptability from manufacturers.
Suqian kelaiya corp. maintains strict compliance with both local and international standards, a factor that provides peace of mind to their clients. Their dedication to maintaining high safety standards is mirrored in every batch they produce, which reduces risks for both them and their clients.
The regulatory landscape is complex, and navigating it requires both expertise and vigilance. It's a continuous task but remains a critical part of producing high-quality capsules.
Looking Ahead: Trends and Innovations
The future of empty capsules is promising, with innovations focusing on both materials and technology. The demand for plant-based alternatives like HPMC is increasing, reflecting a broader consumer trend towards vegan and vegetarian options. Experiencing this shift first-hand, I can attest to the growing calls for alternatives that don't compromise on performance.
Technology, too, is transforming the industry. With advancements in machine learning and automation, capsule manufacturing processes are becoming more efficient, reducing wastage and energy consumption. Suqian kelaiya corp. is at the forefront, leveraging these innovations to enhance their production capabilities.
Enduring success in the capsule market will depend on blending traditional expertise with modern innovation, ensuring both consistency and evolution align with market demands.
Related Products
Related Products

Best Selling Products
Best Selling Products-
 Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell -
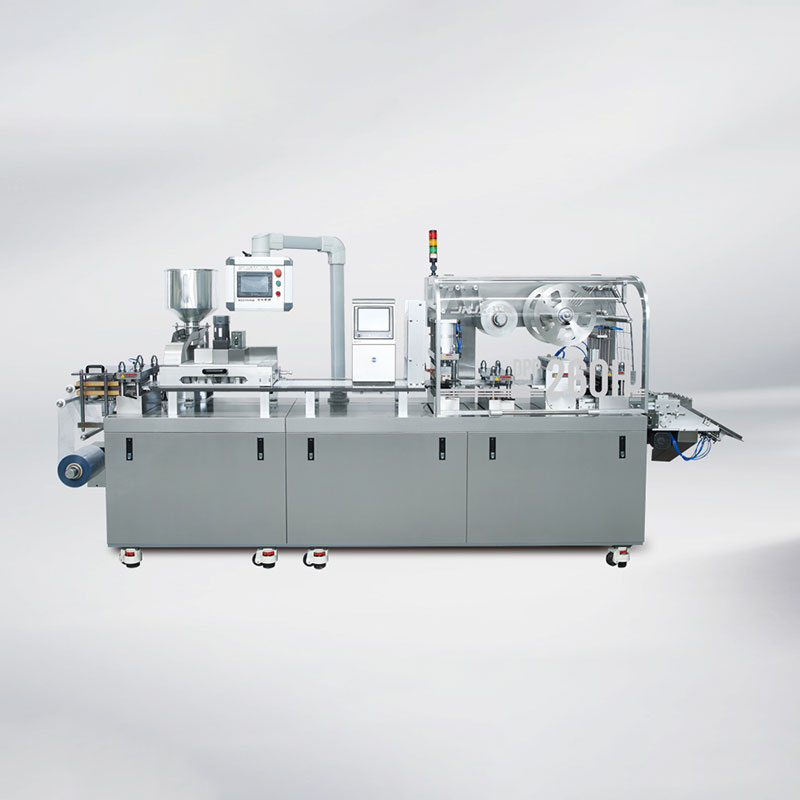 DPP-260H_DPP-320H Flat-plate Blister Packing Machine
DPP-260H_DPP-320H Flat-plate Blister Packing Machine -
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine -
 CGN208-D Newest Type Semi Automatic Capsule Filling Machine
CGN208-D Newest Type Semi Automatic Capsule Filling Machine -
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
 EMPTY HPMC CAPSULE SIZE 00 CLEAR
EMPTY HPMC CAPSULE SIZE 00 CLEAR -
 Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules
Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4 -
 Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0
Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0 -
 TIO2 free gelatin CAPSULE
TIO2 free gelatin CAPSULE