
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






high quality Empty Capusle
The Art and Intricacies of High Quality Empty Capsules
High quality empty capsule is a phrase that, at a glance, seems straightforward but is often riddled with misconceptions. Many assume it’s just about exterior looks or durability, yet, the truth dives much deeper—into safety, efficiency, and adaptability. Let’s unravel a bit of this complexity.
Understanding Quality: Beyond Aesthetic Appeal
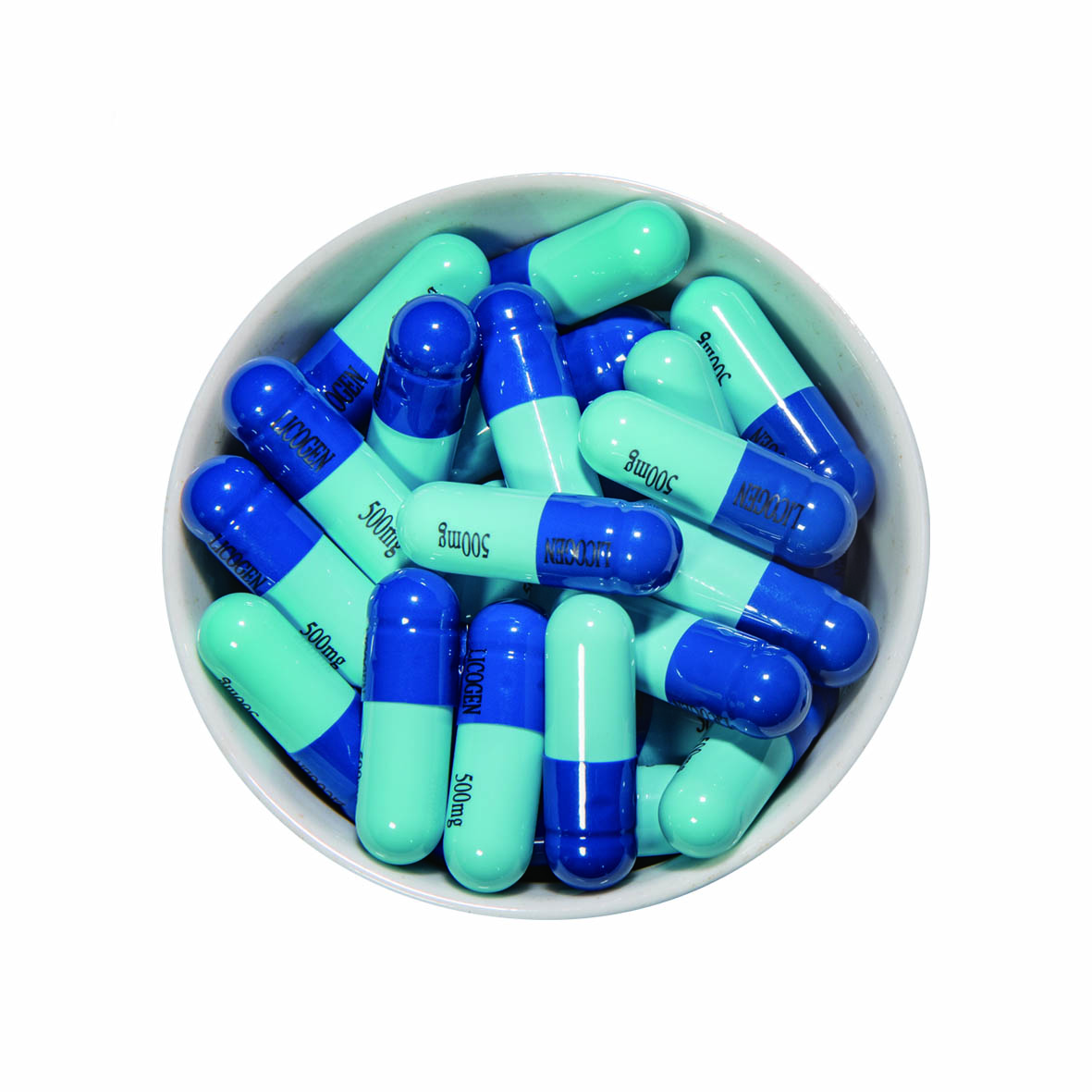
When discussing high quality empty capsule, it’s not just about the glossy finish or the vibrant colors. In my experience, the first thing to scrutinize is the raw materials. Gelatin, for instance, is commonly used, but the purity and source of the gelatin make a substantial difference. I've seen variations in dissolution rates and stability directly tied to this.
Another critical factor is the manufacturing process. High temperature, precise humidity control, and rigorous testing protocols lead to capsules that maintain integrity. During a visit to a production facility, I observed how meticulous checks ensure uniformity in size and shape, which in turn affects dosage accuracy.
Let’s not forget compliance. A reputable company will adhere to international standards, such as the ones held by Suqian Kelaiya Corp. Ensuring alignment with regulations is a trademark of quality that both manufacturers and consumers should prioritize.
From Material to Masterpiece: The Manufacturing Journey
Manufacturing is where the science behind capsules truly manifests. At Suqian Kelaiya Corp., for instance, the process is streamlined yet sophisticated, drawing on decades of expertise. Their dual facilities in Zhejiang and Jiangsu are embodiments of precision engineering.
Upon entering these facilities, I noticed the rigorous checks right from the mixing phase of raw materials. Automated systems complemented by human oversight provide a perfect blend of efficiency and accuracy. For a firsthand observer, the interplay of technology and craftsmanship is evident.
The automation doesn’t stop there. The filling machines, crucial for pharmaceutical applications, offer another layer of complexity. The ability of the capsule to hold diverse formulations without compromising stability or efficacy is a remarkable achievement.
Challenges in Real-World Applications
High quality empty capsules, despite their advantages, face challenges. Storage conditions, for example, can impact their durability and efficacy. A case in point: a humid environment can cause gelatin capsules to swell, creating a potential nightmare during transport or storage.
Temperature also plays its part. In my tenure dealing with capsule shipments, instances of heat affecting capsule integrity were not uncommon. It underscores the importance of robust packaging solutions, a fact often overlooked in the quest for cost-cutting.
This brings us to the flexibility of the capsule. A high-quality product should adapt to various pharmaceutical formulations, from powders to liquids, which requires a harmony between capsule material and the filling substance.
The Role of Innovation
Innovation is undeniably the catalyst for progress in this realm. The market now sees capsules that dissolve faster, aimed at improving drug bioavailability. Suqian Kelaiya’s exploration into this space is noteworthy, particularly their commitment to research in enhancing capsule properties.
There's an increasing focus on plant-based capsules as well. Driven by consumer preference for non-GMO and vegan products, the industry has had to swiftly adapt—an adaptation shaped by precise, research-based engagements with the raw materials.
Furthermore, the integration of technology in quality checks—such as AI-driven inspections—represents a significant step forward. Though it requires upfront investment, the long-term benefits in increased precision and consistency are undeniable.
Looking Forward: Trends and Observations
As we look ahead, the trajectory seems geared towards sustainable practices. This not only includes the materials used but also the production methods. Emphasizing eco-friendly solutions aligns with the broader pharmaceutical trends.
Cost remains a pivotal factor. Balancing the demands of quality with affordability is a multifaceted challenge. Companies such as Suqian Kelaiya Corp. are at the frontier, exemplified by their robust supply lines across China. These entities set benchmarks on how to maintain quality without an exorbitant price tag.
Lastly, consumer education should not be overlooked. Understanding the significance of high-quality capsules can drive market change, emphasizing the importance of companies sharing their knowledge and research with the public.
Related Products
Related Products


Best Selling Products
Best Selling Products-
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
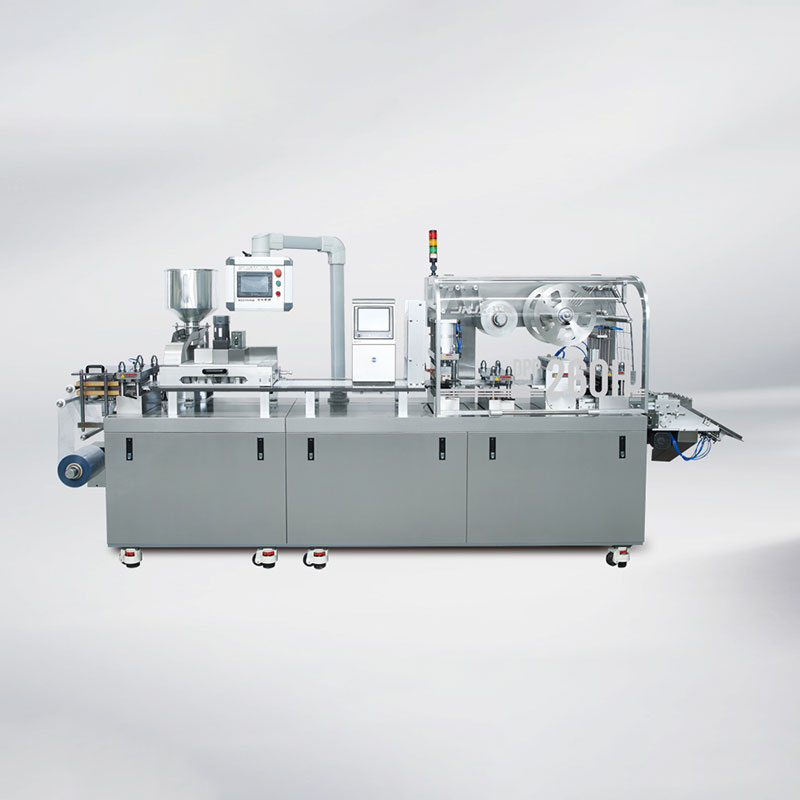 DPP-260H_DPP-320H Flat-plate Blister Packing Machine
DPP-260H_DPP-320H Flat-plate Blister Packing Machine -
 Halal empty hard geltin capsule
Halal empty hard geltin capsule -
 Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0
Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0 -
 NJP-1200 Automatic Capsule Filling Machine
NJP-1200 Automatic Capsule Filling Machine -
 Golden_Pearl Hard Gelatin Capule
Golden_Pearl Hard Gelatin Capule -
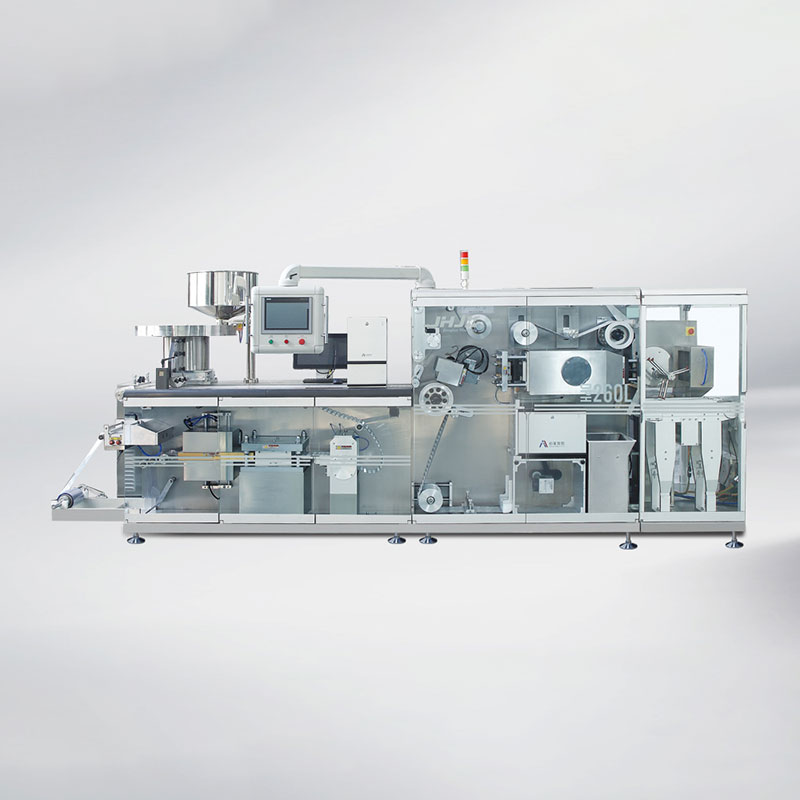 DPH-260L Roll-plate Blister Packaging Machine
DPH-260L Roll-plate Blister Packaging Machine -
 CGN208-D Newest Type Semi Automatic Capsule Filling Machine
CGN208-D Newest Type Semi Automatic Capsule Filling Machine -
 NJP-400 Fully Automatic Capsule Filling Machine
NJP-400 Fully Automatic Capsule Filling Machine -
 TIO2 free gelatin CAPSULE
TIO2 free gelatin CAPSULE -
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Related Search
Related Search- Certificate capsule filler size 00
- high quality capsule filling machine size 00
- Discount capsule filler size 2
- Discount size 2 capsule filling machine
- OEM halala empty capsule
- Discount hard gelatin capsule filling
- high quality best automatic capsule filling machine
- Discount vegetable capsules empty
- Discount hard gelatin capsule size 0
- Best hard gelatin capsule filling