
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






Certificate halala empty capsule
Navigating the Complex World of Halala Certification and Empty Capsules
When it comes to the intricate confluence of pharmaceutical manufacturing and religious compliance, the landscape can be as complex as it is fascinating. In this case, the subject matter revolves around the curious term: Certificate Halala Empty Capsule. These three components converge in a niche market that demands both precision and cultural sensitivity.
Understanding Halala Certification
Halala certification is a critical criterion for pharmaceutical products targeting Islamic markets. It ensures compliance with Islamic dietary laws, thereby making the product permissible for consumption by Muslim consumers. In my experience, acquiring this certification can be quite challenging due to the diverse interpretations of dietary laws across different regions. It often involves not just a thorough examination of the ingredients but also the processes involved in manufacturing.
A colleague once recounted an experience where a seemingly compliant product faced rejection due to an unnoticed contamination source in the production line. This illustrates the meticulous nature required when dealing with Halala certification. It’s not just about the end product, but the entire methodology around its creation.
For companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD, this certification becomes a showcase of their commitment to developing products that uphold religious sanctity, particularly in markets where such certifications are not just preferred but required by law.
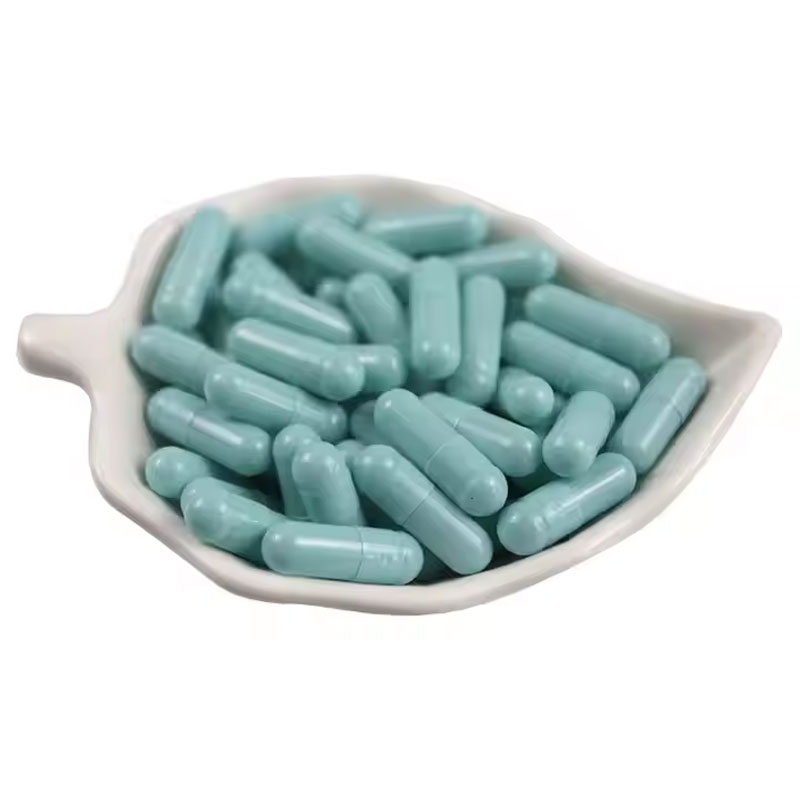
Innovations in Empty Capsule Manufacturing
Empty capsules form the backbone of many pharmaceutical products, acting as carriers for a variety of drugs. At Suqian Kelaiya Corp., which operates manufacturing sites in Zhejiang and Jiangsu provinces, innovations are a constant pursuit. The process of manufacturing these capsules, whether gelatin-based or vegetarian, requires adherence to stringent quality controls.
I vividly recall a project where we delved into improving the dissolution rate of certain capsules. The trials required adjusting numerous variables, from the capsule material to the environmental conditions during storage and transport. Innovations weren't just about improving the product, but understanding the entire lifecycle, from production to eventual consumption.
Incorporating feedback from end-users, especially doctors and pharmacists who interact with these products daily, was vital. Their practical insights often paved the way for minor tweaks that significantly enhanced the product's effectiveness.
The Role of Quality Control
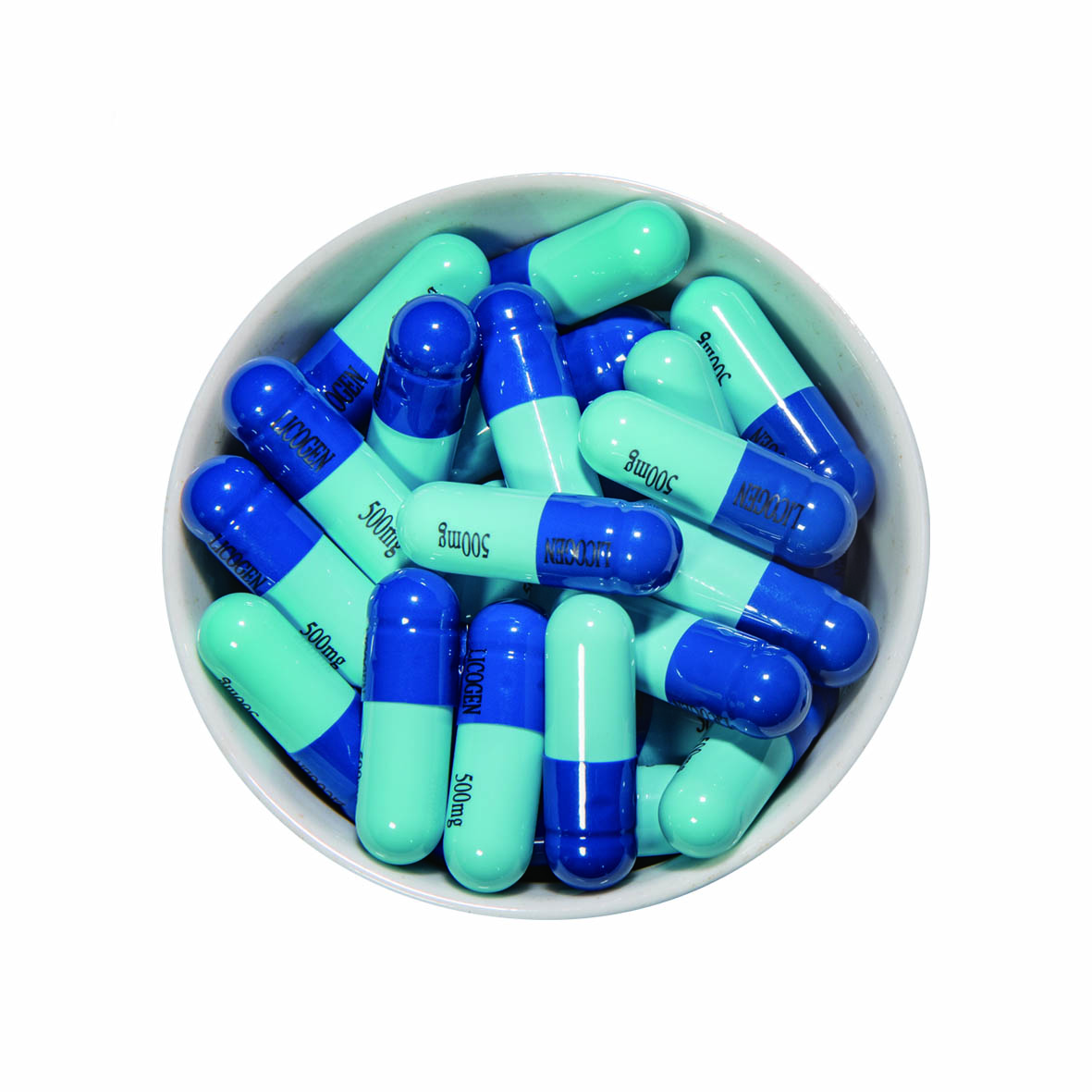
Quality control is an aspect that can’t be overstated in pharmaceutical manufacturing. At Suqian Kelaiya Corp., stringent procedures are in place to ensure that every batch of empty capsules meets both quality and safety standards. It's a continuous dance of adjustments and checks, aiming to eliminate any deviation from the norm.
One practical example came from a batch that exhibited slight color variations—something that might seem trivial but could indicate deeper inconsistencies. The batch was thoroughly investigated, leading to minor alterations in the raw material supplier's process, preventing future occurrences.
These experiences underscore the necessity of meticulous oversight and quality assurance teams equipped to handle and rectify potential discrepancies before they reach the consumer.
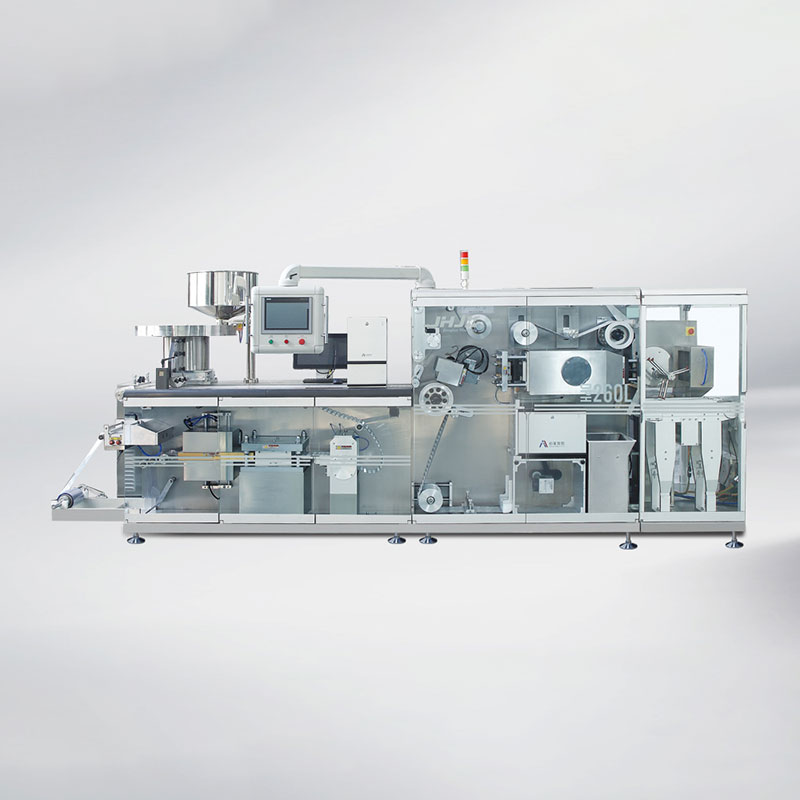
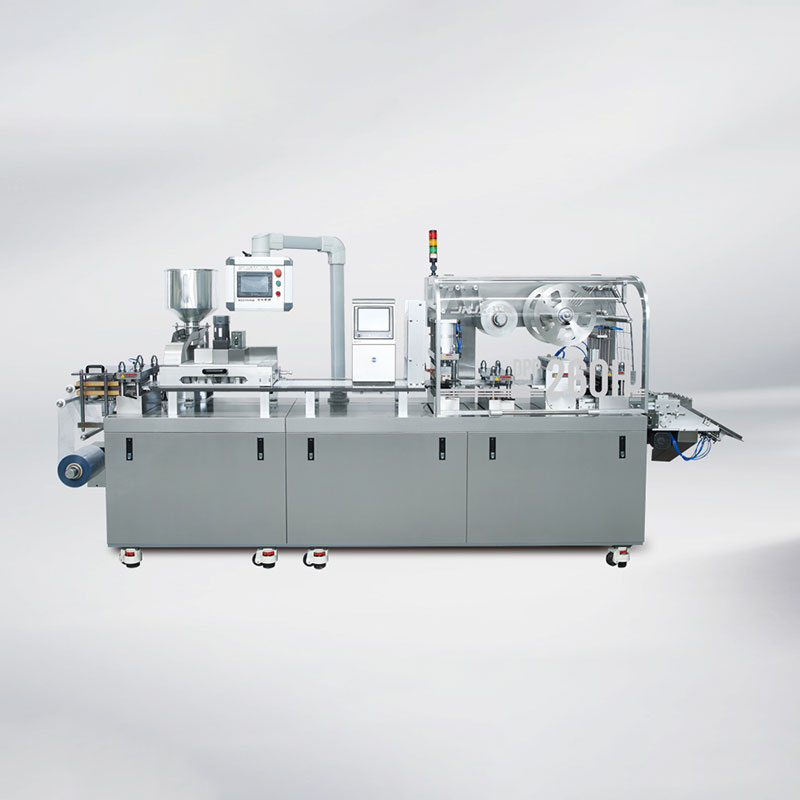
Utilizing Technology in Production and Tracking
Technology has revolutionized the pharmaceutical industry, specifically in tracking and process integration. Modern capsule filling machines, such as those utilized by Suqian Kelaiya Corp., offer unparalleled precision and efficiency. Integrating technology into production ensures consistency despite the high volume requirements often demanded by the market.
During a facility tour, I observed a capsule filling machine seamlessly operate at optimum speed without sacrificing accuracy. The machine's capability to track each capsule batch in real-time offered immense transparency and control over the production process, a crucial feature for both accountability and quality assurance.
This level of integration becomes essential, especially when ensuring that products meet specific certifications like Halala, where even the slightest error can result in significant market implications.
Challenges and Future Directions
Looking forward, the challenge lies in balancing innovation with compliance and quality. Suqian Kelaiya Corp., for example, remains at the forefront by continuously evolving their methodologies in response to emerging global trends and regulations. The demand for vegetarian or alternative-based capsules is on the rise, driven by both dietary preferences and religious compliances.
Exploring new materials and sustainable practices is another promising avenue. My own dabbling into plant-based alternatives provided insights into the potential and limitations of such innovations. While promising, these alternatives often require entirely new production methods and precision-oriented adjustments to existing processes.
The journey is ongoing, and the need for collaborative efforts among manufacturers, regulatory bodies, and consumers becomes increasingly critical to meet the ever-evolving landscape of pharmaceuticals with a conscience.
Related Products
Related Products
Best Selling Products
Best Selling Products-
 NJP-400 Fully Automatic Capsule Filling Machine
NJP-400 Fully Automatic Capsule Filling Machine -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
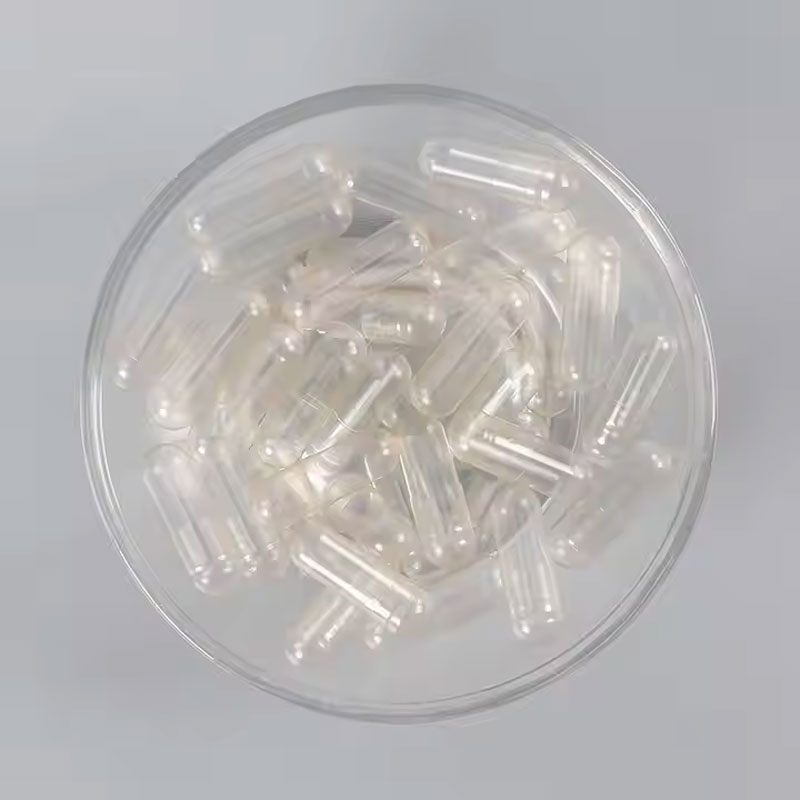
 EMPTY HPMC CAPSULE SIZE 00 CLEAR
EMPTY HPMC CAPSULE SIZE 00 CLEAR -
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4 -
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine -
 Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell -
 DPP-140H Flat-plate Blister Packing Machine
DPP-140H Flat-plate Blister Packing Machine -
 Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules
Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules -
 Golden_Pearl Hard Gelatin Capule
Golden_Pearl Hard Gelatin Capule -
 DPP-260H_DPP-320H Flat-plate Blister Packing Machine
DPP-260H_DPP-320H Flat-plate Blister Packing Machine -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Related Search
Related Search- Certificate semi manual capsule filling machine
- Certificate filler used in hard gelatin capsule
- high quality vegetable capsules sizes
- high quality capsule filler filling machine
- high quality gelatin capsule filling machine
- Discount size 3 capsule filling machine
- Certificate professional capsule filling machine
- Best filler used in hard gelatin capsule
- Best semi automatic capsule filling machine for sale
- high quality best vegetable capsules