
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






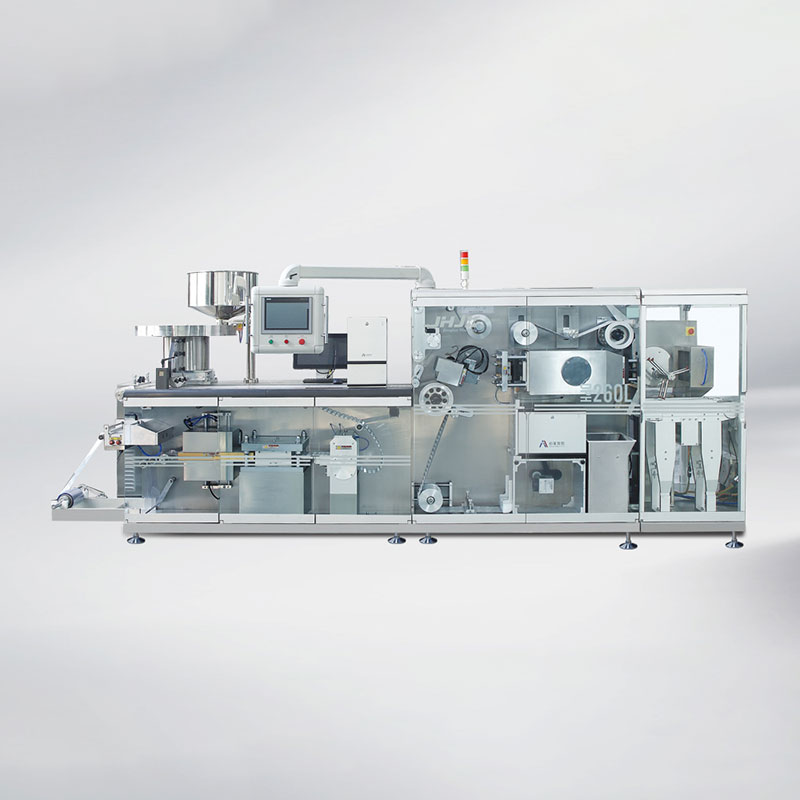
high quality capsule filling machines employed for large scale manufacture of capsules
The High-Caliber Evolution of Capsule Filling Machines in Large-Scale Manufacturing
In the fast-paced world of pharmaceuticals, precision and efficiency are everything. The rise of high quality capsule filling machines has substantially transformed the landscape of large-scale capsule manufacture. These machines are the backbone of mass production, yet many don't fully grasp their intricacies or potential pitfalls. Let's delve into this dynamic and often misunderstood piece of machinery that drives our industry.
Understanding High-Quality Capsule Filling Machines
I’ve often seen teams underestimate the complexity of these machines. Many assume any machine on the market will do the job if it fits the budget. But that’s not quite true. The real difference lies in the reliability and precision of capsule filling machines—specifically, their ability to handle various capsule sizes and fill weights without compromising speed or accuracy.
During a project at one of our facilities in Zhejiang province, we employed a top-tier machine capable of processing upward of 200,000 capsules per hour. This wasn't just a bulky, high-output device; it was exceptionally adaptable and could switch between different product specifications on the fly. This flexibility is critical in large-scale operations.
Issues usually surface in unexpected places. During one batch run, slight inconsistencies in a product formula led to downtime as the machine struggled with fill weight precision. This experience highlighted the need for stringent upstream processes to ensure absolute consistency in materials.
The Role of Advanced Technology
Today’s capsule filling machines incorporate advanced technology to meet stringent industry requirements. Automated systems facilitate real-time monitoring and adjustment, reducing human error and boosting productivity. Machines from firms like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD integrate these capabilities seamlessly, supporting not just production but significant data collection for quality assurance.
I've witnessed firsthand the difference that fully integrated systems make. At our Jiangsu manufacturing site, outfitting equipment with IoT components provided us a comprehensive production overview. Real-time data allowed our teams to promptly address issues, dramatically reducing our downtime.
That said, technology brings its own challenges; like keeping up with software updates and ensuring employees are adequately trained. An often overlooked aspect is how swiftly a minor software hiccup can cascade into production delays. Regular training and close collaboration with equipment suppliers are key mitigators here.
Customization and Flexibility
One major advantage of today’s sophisticated machines is their customizability. Different products require different approaches, and no single configuration fits all. Our Suqian Kelaiya Corp. site handles diverse capsule sizes, and the tailored solutions provided by our equipment have been pivotal in achieving operational efficiency.
Our machines, sourced via Kelaiya Corp, demonstrate exceptional adaptability. They are equipped to switch tasks with minimal downtime, a feature that's invaluable when managing multiple product lines. It’s this kind of flexibility that minimizes changeover costs and maximizes productivity.
However, flexibility also demands careful planning. Rigorous testing phases before mass production are essential to stave off potential operational hassles. Understanding machine limits and capabilities enables a more efficient use of resources and time.
Real-World Challenges and Solutions
Running high-capacity capsule filling machines is rarely smooth sailing. Challenges such as mechanical wear, compatibility with different capsule materials, and occasional technical glitches are part and parcel of the process.
Maintenance, predictably, is paramount. Proactive care, including regular cleaning and timely component replacement, can prevent minor issues from escalating into costly disruptions. I've personally coordinated maintenance checklists that include inspection routines which are critical to a machine’s longevity.
Communication with suppliers is another touchstone. Having open channels ensures that support and spares are available at critical moments, preventing bottlenecks. Supplier reliability aligns with our operational goals, ensuring ongoing production meets standards without compromise.
The Future Outlook
The industry constantly evolves as demand grows and technology advances. Capsule filling machines will continue to incorporate AI and machine learning, offering predictive capabilities and even greater efficiencies. Our focus at Suqian Kelaiya Corp. is on staying ahead by investing in technology that not only meets present demands but anticipates future requirements.
Innovation drives improvement. As machines improve, so do their applications in new drug development and production. For manufacturers, staying abreast of technological advancements and industry trends will not just help remain competitive but exceed existing benchmarks.
In summary, high-quality capsule filling machines are not just tools but integral partners in production. Their right application and maintenance are crucial; understanding their complexities and potential can turn them from a simple asset to a formidable competitive advantage.
Related Products
Related Products

Best Selling Products
Best Selling Products-
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
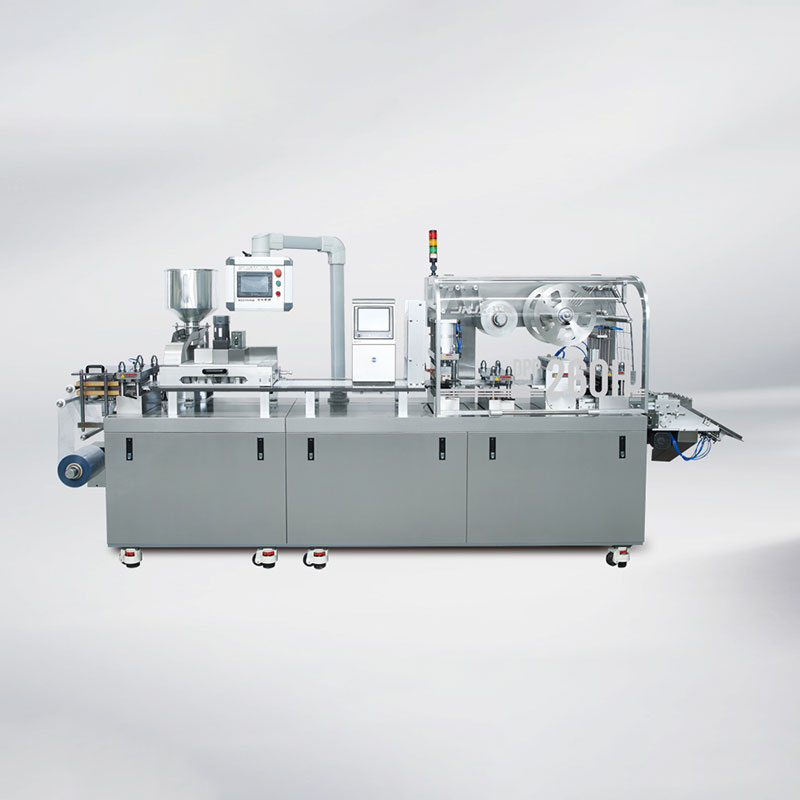 DPP-260H_DPP-320H Flat-plate Blister Packing Machine
DPP-260H_DPP-320H Flat-plate Blister Packing Machine -
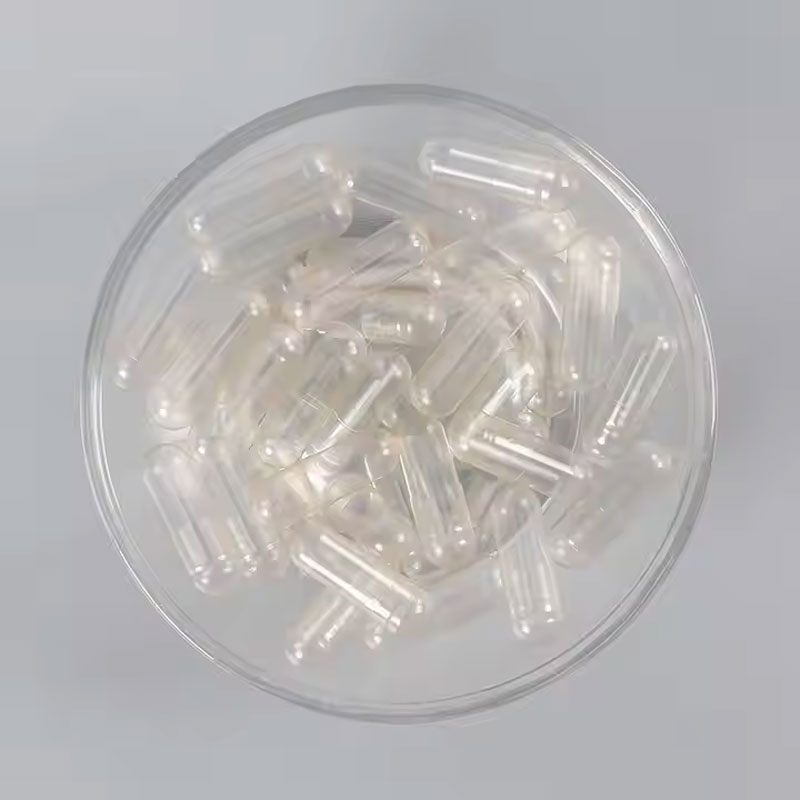
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 Halal empty hard geltin capsule
Halal empty hard geltin capsule -
 Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell -
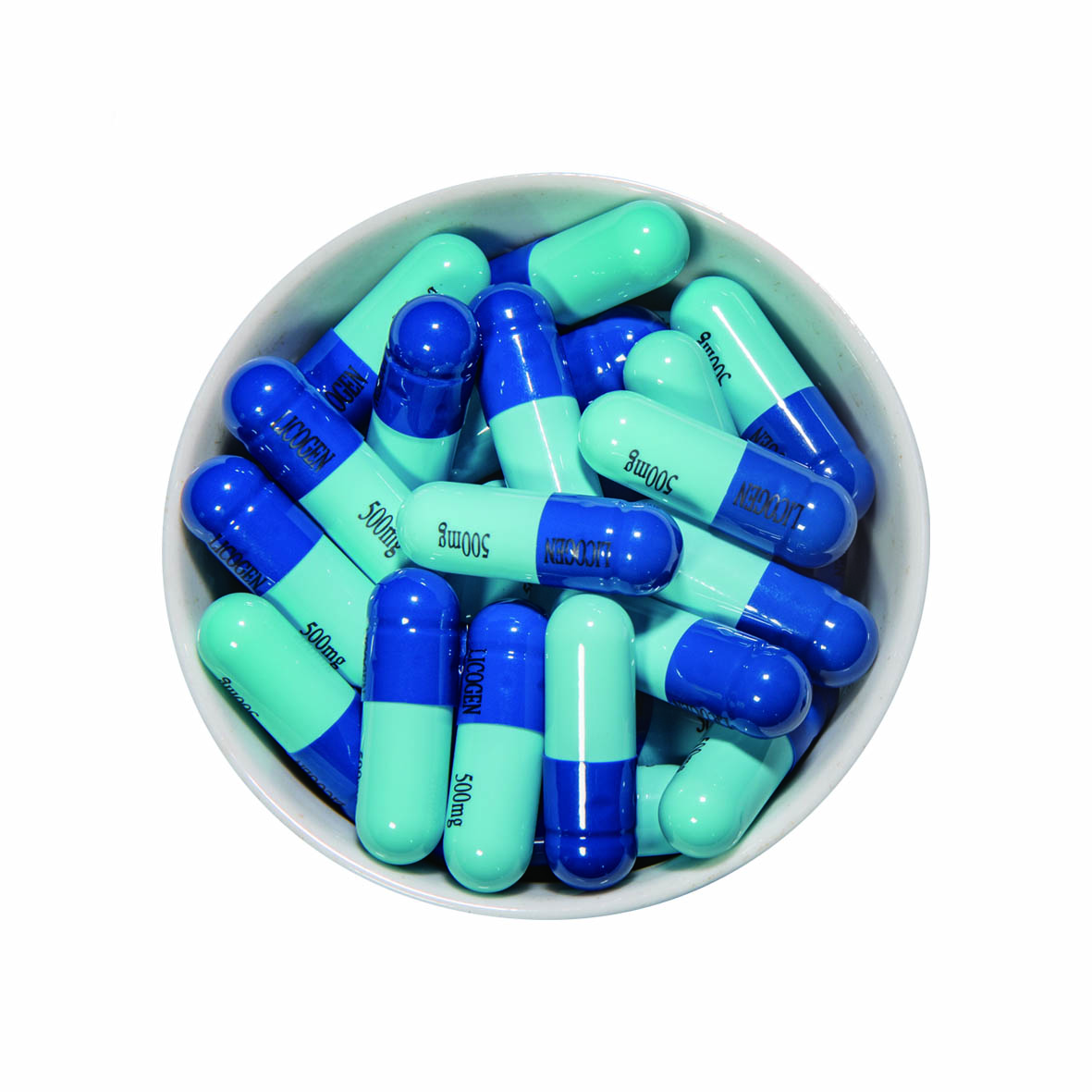
 Golden_Pearl Hard Gelatin Capule
Golden_Pearl Hard Gelatin Capule -
 Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0
Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0 -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4 -
 CGN208-D Newest Type Semi Automatic Capsule Filling Machine
CGN208-D Newest Type Semi Automatic Capsule Filling Machine -
 DPH-260L Roll-plate Blister Packaging Machine
DPH-260L Roll-plate Blister Packaging Machine -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders -
 NJP-200 Model Fully Automatic Capsule Filling Machine
NJP-200 Model Fully Automatic Capsule Filling Machine
Related Search
Related Search- Discount Empty Capsule Gelatin Capsule Size 0 Transparent Natural
- high quality capsule filler filling machine
- Discount capsule filling machine supplier
- size 0 vegetarian capsules
- Discount powder capsule filler
- Best njp 800c
- Certificate powder capsule filler
- high quality 00 capsule filler
- halala empty capsule
- OEM 00 vegetarian capsules