
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






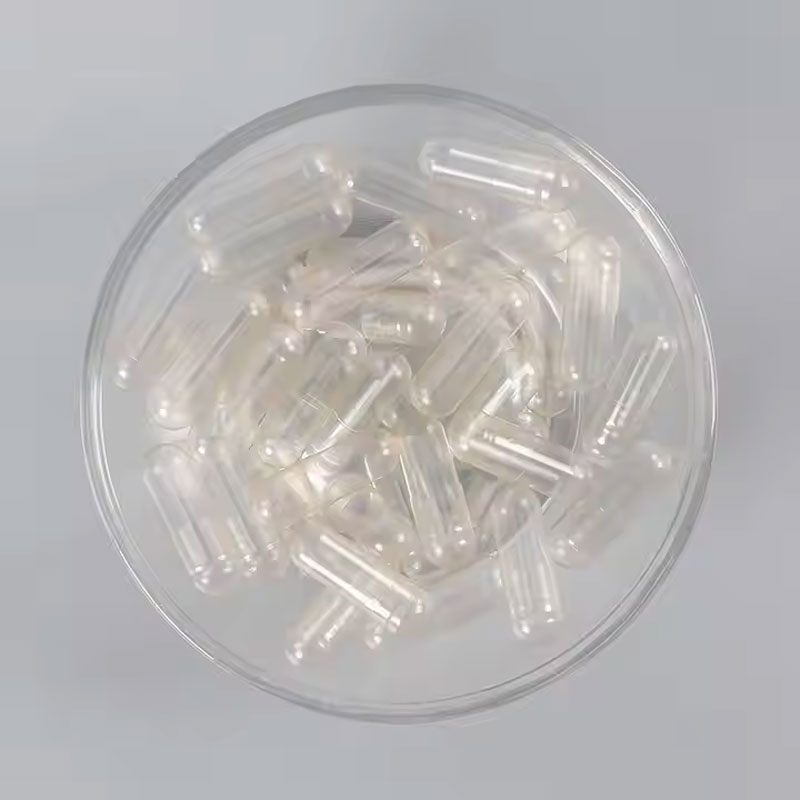
Certificate Empty Capsule Gelatin Capsule Size 0 Transparent Natural
The Intricacies of Gelatin Capsules: Insights from the Field
In the realm of pharmaceutical development, the role of the humble gelatin capsule—particularly the size 0, transparent, natural variety—is often underestimated. These diminutive yet crucial elements of drug delivery are pivotal in ensuring efficacy, patient compliance, and even the economic viability of medication production. Here, we delve into the nuances and practical experiences that shape the use of these capsules in industry, drawing insights from my years at the forefront of this field.
Understanding the Basics
When we talk about gelatin capsules, especially the size 0 variants, it's essential to grasp their ubiquity in the pharmaceutical market. Typically used for encapsulating powders, granules, or even certain types of gels, they offer versatility and user-friendliness. The choice of a transparent, natural composition is more than just an aesthetic preference—it's guided by considerations of consumer trust and ingredient integrity.
Having been deeply involved in formulations, I've noticed that the gelatin capsule is often preferred for its biodegradability and safety profile. This natural polymer is derived from collagen, a fact that reassures many who might be wary of synthetic alternatives. There's a certain peace of mind knowing that the capsule's origin doesn't compromise the purity of what's inside.
However, despite their virtues, the use of gelatin capsules isn't without challenges. Issues such as cross-linking—where the gelatin hardens and becomes insoluble—can arise, specifically during prolonged storage or under suboptimal conditions. Understanding these facets is crucial for anyone involved in the production or distribution of pharmaceuticals.
Quality Concerns and Solutions
One major point of concern I've encountered is ensuring consistent quality across batches. Variability in capsule quality can lead to significant headaches. Therefore, a relationship with a reliable manufacturer is essential. For instance, SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD supports such consistency with their facilities in Zhejiang and Jiangsu, providing a stable supply of high-quality empty capsule solutions and associated filling machinery.
During my tenure, a key revelation was the importance of stringent supplier audits. Visiting the manufacturing sites—the two main hubs of operations in Zhejiang and Jiangsu—offered valuable insights into the rigorous quality control processes that are in place. It affirmed my belief that transparency in the supply chain directly correlates with product excellence.
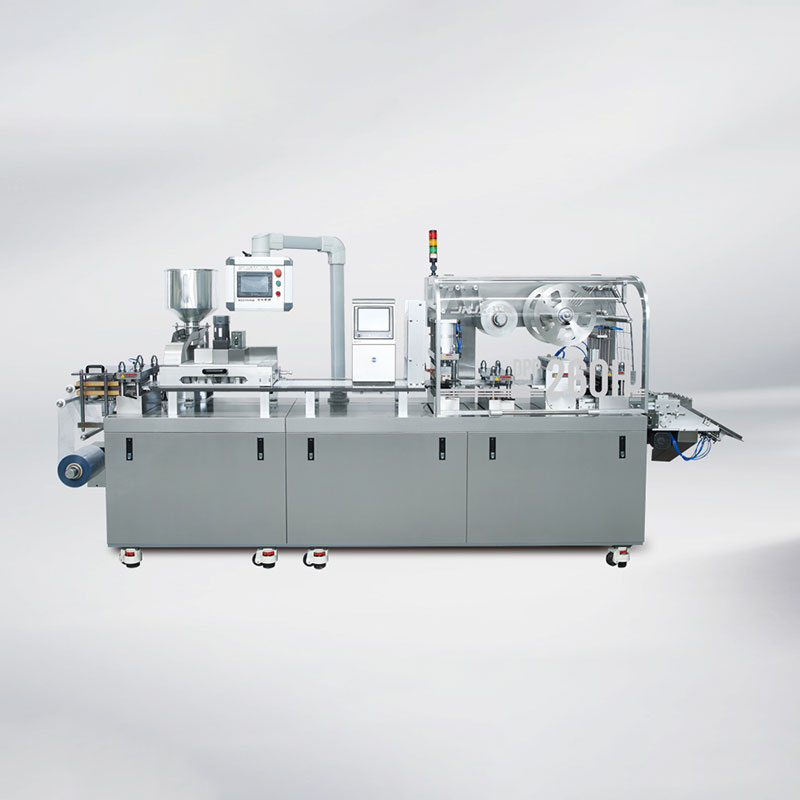
On a practical level, integrating technology like blister machines supplied by companies such as Suqian Kelaiya Corp. can further enhance quality assurance. These machines can package the capsules in a way that minimizes exposure to environmental factors, thus preserving their integrity and extending shelf life.
Innovations and Industry Trends
Interestingly, the field is always evolving. There's been a growing demand for more sustainable and ethical production processes, reflecting broader societal shifts. This includes exploring plant-based or synthetic alternatives to traditional animal-derived gelatin.
I recall a trial phase where we experimented with such alternatives. While promising, these substitutes often posed their own sets of challenges, such as increased brittleness or cost. Thus, for now, the traditional gelatin capsule remains the mainstay in many applications, albeit with heightened innovation and customization.
Another trend I've noted is the movement towards more personalized medicine. Capsules that cater to individual patient needs or unique combinations of ingredients offer exciting potential and are a testament to how versatile the basic gelatin capsule can be.
Practical Handling and Troubleshooting
In practical terms, handling these capsules requires specific conditions. Humidity control is paramount. Too much moisture and the capsules may stick together or swell; too little, and they can become brittle. Investing in proper storage solutions is a must.
From time to time, I've encountered a batch that didn't meet standards due to being stored improperly. These experiences underline the importance of robust standard operating procedures, ensuring that everyone involved understands the criticality of storage conditions.
A successful troubleshooting tip is to always revert to batch documentation and quality reports. Analyzing these specifics can illuminate patterns and inform necessary corrections, a strategy that’s considerably reduced wastage and improved efficiency in operations.
The Impact of Choice in Manufacturing
Ultimately, the choice of capsule type—size 0, transparent, or natural—can significantly influence manufacturing outcomes. My experiences tell me that an informed choice, backed by comprehensive market and product profiling, results in tangible benefits, both for the manufacturer and the end user.
For example, SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD's approach to blending product innovation with consumer needs showcases how companies can thrive. By keeping fingers on the industry's pulse and adapting accordingly, they ensure their offerings remain relevant and superior.
It's this continuous balancing act of tradition and innovation that keeps the industry vibrant. As we move forward, embracing these nuances will remain critical to sustaining growth and enhancing the therapeutic impact of pharmaceuticals.
Related Products
Related Products
Best Selling Products
Best Selling Products-
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders -
 TIO2 free gelatin CAPSULE
TIO2 free gelatin CAPSULE -
 NJP-1200 Automatic Capsule Filling Machine
NJP-1200 Automatic Capsule Filling Machine -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
 NJP-400 Fully Automatic Capsule Filling Machine
NJP-400 Fully Automatic Capsule Filling Machine -
 Halal empty hard geltin capsule
Halal empty hard geltin capsule -
 Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules
Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules -
 DPH-260L Roll-plate Blister Packaging Machine
DPH-260L Roll-plate Blister Packaging Machine -
 Golden_Pearl Hard Gelatin Capule
Golden_Pearl Hard Gelatin Capule -
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine
Related Search
Related Search- HPMC Empty Capsule Shell
- vegetarian capsules size 000
- semi auto capsule filling machine
- capsule filling machine 00
- Discount top rated capsule filling machine
- Discount capsule filling machine supplier
- Discount manual capsule filler size 4
- DPP 260 Blister machine ALU/PVC
- OEM hard capsule filling machine
- Best 000 capsule filling machine