
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






OEM halala empty capsule
The Versatility of OEM Halal Empty Capsules in the Pharmaceutical Industry
OEM halal empty capsules have become a pivotal element in modern pharmaceutical and nutraceutical industries, though many still misunderstand their potential and applications. Working with companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD, I've seen firsthand how these seemingly simple capsules can significantly influence production processes and market reach.
Understanding OEM Halal Empty Capsules
The term OEM might seem straightforward at first glance—stands for Original Equipment Manufacturer—but it's about much more than just manufacturing. In the context of halal empty capsules, it encompasses the ability to customize and supply capsules that meet specific requirements, including religious compliance. This isn't just a niche—it opens up vast markets across regions where halal is a must.
One of the most significant misconceptions I've encountered is the assumption that halal certification merely affects dietary content. In reality, the certification process is rigorous, ensuring compliance with religious law at every step, from sourcing raw materials to the manufacturing equipment used. Companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD have honed their expertise in this arena, providing products that maintain high standards for a diverse range of clients.
What truly sets these capsules apart is their customizability. You have control over color, size, and even dissolution rates, which can be crucial for different formulations. Customization is not just a buzzword—it’s about accommodating unique client needs and diversifying the market appeal of the product.
The Manufacturing Process: Nuances and Challenges
Building a reliable supply of OEM halal empty capsules involves a well-defined manufacturing process. It's not just about mixing ingredients and pressing capsules. For example, at Suqian Kelaiya Corp.'s facilities in Zhejiang and Jiangsu provinces, precise attention to detail ensures every capsule meets stringent quality criteria.
Temperature and humidity control is pivotal. A slight deviation can compromise the integrity of the empty capsule, leading to issues like brittleness. And while quality assurance processes are stringent, scaling production without losing compliance or quality remains a consistent challenge companies face.
Moreover, technology used in production lines must also comply with halal standards. It's not uncommon to see advanced capsule filling and blister machine technology ensuring accurate dosing and packaging, offering a full-stack solution aligned with market needs.
The Role of Technology in Supporting OEM Capabilities
Automated systems are revolutionizing OEM production capabilities. In our company, advanced filling machines are calibrated for precision. Imagine a scenario where the capsule variance can lead to dosage errors—not something you want your product associated with.
Companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD invest heavily in research and development to enhance these technologies. Robotics and AI play a considerable role, not just in the mechanics of capsule production, but in maintaining consistency and quality assurance, reducing human error to a negligible factor.
This technological advancement is not just theoretical. It’s being implemented practically, lowering production costs, increasing speed, and—importantly—maintaining the integrity of halal certification.
Navigating Market Challenges and Opportunities
The global demands for halal products provide a fertile ground for opportunities, yet it's not entirely free of challenges. Market entry involves complex regulatory landscapes, each with its own standards and expectations. Collaborative partnerships often streamline this process.
When the product aligns with customer values, such as adherence to halal principles, it generates trust—a reputation that's crucial for market penetration. But beyond distribution, the logistics of raw material sourcing, which comply with both halal and quality norms, often present hurdles that need solution-oriented approaches.
Encountering these challenges firsthand, one realizes that being adaptable is vital. Working alongside regulatory bodies and industry partners helps navigate these waters effectively, ensuring that once market opportunities are seized, there's a strategic plan to sustain that growth.
Looking Toward the Future of Halal Empty Capsules
The industry is poised for evolution. As consumer demands grow both in scale and in specificity, so too does the complexity of meeting those demands. Emerging markets and newer technologies beckon a future where OEM halal empty capsules gain even more transformative potential.
Partnering with companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD that are invested in innovation makes navigating this evolving landscape less daunting. They bring a wealth of experience, leveraged from their manufacturing bases in vital provinces, to create seamless production solutions.
Ultimately, these capsules aren't just a product—they're part of a dynamic journey in the pharmaceutical and nutraceutical sectors. Halal certification tied with OEM capabilities positions these seemingly humble empty capsules at the forefront of industry innovation.
Related Products
Related Products
Best Selling Products
Best Selling Products-
 Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules
Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules -
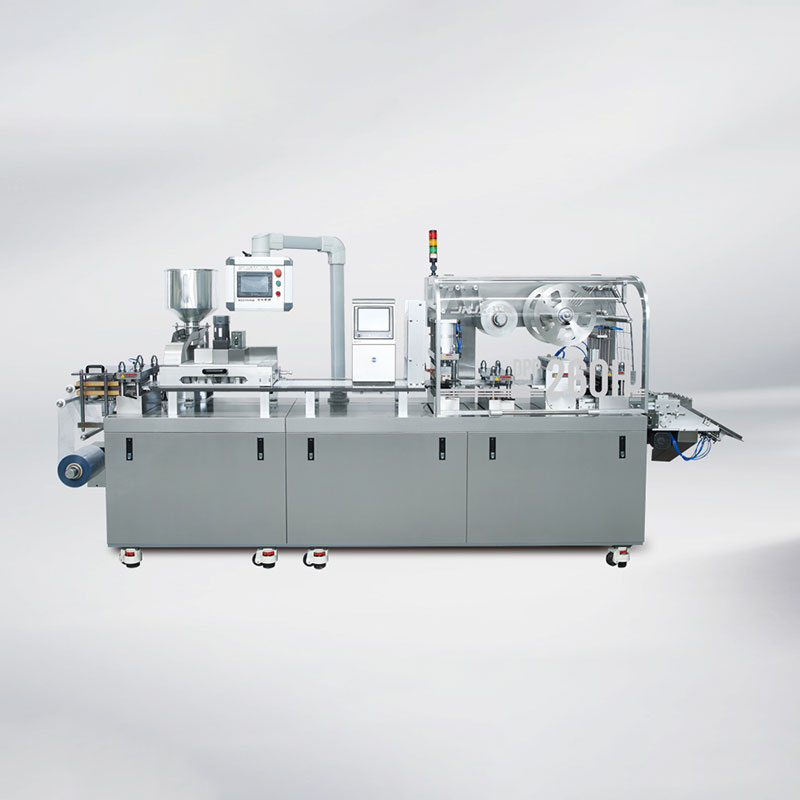 DPP-260H_DPP-320H Flat-plate Blister Packing Machine
DPP-260H_DPP-320H Flat-plate Blister Packing Machine -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders -
 EMPTY HPMC CAPSULE SIZE 00 CLEAR
EMPTY HPMC CAPSULE SIZE 00 CLEAR -
 NJP-1200 Automatic Capsule Filling Machine
NJP-1200 Automatic Capsule Filling Machine -
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4 -
 DPP-140H Flat-plate Blister Packing Machine
DPP-140H Flat-plate Blister Packing Machine -
 NJP-200 Model Fully Automatic Capsule Filling Machine
NJP-200 Model Fully Automatic Capsule Filling Machine -
 Golden_Pearl Hard Gelatin Capule
Golden_Pearl Hard Gelatin Capule -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
Related Search
Related Search- OEM capsule filling machine 00
- Certificate DPP 140 Blister machine
- CLEAR HPMC CAPSULE SIZE 0
- high quality njp 2000 capsule filling machine
- Best size 3 capsule filling machine
- Best empty vegetarian capsules size 00
- Best cellulose vegetable capsule
- OEM size 5 capsule filling machine
- OEM HPMC Empty Capsule Shell
- Discount 000 empty vegetarian capsules