
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






high quality empty capsule
Understanding High Quality Empty Capsules: A Practical Perspective
In the field of pharmaceuticals, the significance of high quality empty capsule production can't be overstated. While many assume it's straightforward, the reality involves an intricate web of factors that influence quality, efficacy, and safety. Let's delve into some real-world insights that underline the complexity and importance of these capsules.
Dispelling Myths: What Really Constitutes a High Quality Capsule?
There's a prevalent misunderstanding that all empty capsules are essentially the same. Far from it. The quality hinges on the materials used—typically gelatin or HPMC—and the manufacturer’s precision. SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD leverages its manufacturing power at sites in Zhejiang and Jiangsu to produce capsules that meet stringent standards.
From personal experience in the industry, I've seen how variations in humidity and storage affect the capsule’s integrity. It’s not just about what's inside; the shell itself must withstand environmental stresses, which is why professional-grade packaging and storage solutions are crucial.
A common challenge faced by many in the industry is the capsule’s dissolution rate. It must be calibrated to ensure timely release of the contents in the body. It’s an aspect that many overlook, but makes a substantial difference in therapeutic outcomes.
Materials and Manufacturing: The Backbone of Quality
Talking about materials, the debate between gelatin and HPMC capsules is ongoing. Gelatin capsules are traditional, but increasingly, manufacturers are turning to HPMC for its vegetarian-friendly properties. Each has its perks and limitations, often dictating the capsule’s suitability for specific medications or supplements.
For instance, in one of our trials, the switch from gelatin to HPMC resulted in fewer degradation issues in a temperature-sensitive product. It highlighted the importance of choosing the right material based on the product's requirements, a principle rigorously applied in Suqian Kelaiya Corp.'s operations.
Manufacturing processes are equally pivotal. Precision in engineering capsule filling machines, like those used by SUQIAN KELAIYA, determines the consistency and reliability of the final product. Even a minor deviation can lead to performance issues, which underscores the value of quality equipment and skilled technicians.
Challenges in High Quality Capsule Production
One of the most frustrating hurdles is maintaining uniformity across batches. Despite advanced machinery, like the capsule and blister machines in Suqian Kelaiya’s arsenal, ambient environmental factors can affect production consistency.
I recall facing an unexpected delay due to humidity interference during winter, a stark reminder of how dynamic and challenging this field can be. It’s why constant vigilance and adaptive strategies are part of daily operations in this industry.
Quality control becomes particularly critical here. Even with state-of-the-art equipment, manual inspections and tests remain an indispensable layer of assurance. Regular quality checks at every stage from raw material to final packaging are non-negotiable for high quality outcomes.
The Role of Compliance and Standards
Compliance with international and regional standards is another cornerstone of the capsule industry. Working with companies like SUQIAN KELAIYA that have REACH, TGA, or FDA certifications ensures that the products meet global benchmarks for safety and quality.
Implementing Good Manufacturing Practices (GMP) is a constant exercise in diligence. At Suqian Kelaiya, the emphasis is on not just meeting regulatory standards but exceeding them, which builds trust with partners and customers alike.
The journey through compliance is steeped in detail. Documentation, audits, and continuous improvement are par for the course. Yet, it’s these rigorous practices that safeguard public health and uphold the industry’s reputation.
Future Trends and Innovations
Looking ahead, innovation in capsule technology is primed to revolutionize the field. Efforts are underway to enhance bioavailability and combine raw materials in novel ways to improve delivery mechanisms.
I’ve seen intriguing developments in micro-encapsulation and other precision delivery systems. Such innovations could redefine what we expect from simple high quality empty capsule products, expanding their use cases and effectiveness.
In conclusion, the path to achieving high quality capsules is layered and complex. It's a blend of science, precise engineering, and stringent quality control. Companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD continue to lead this evolution, guided by a commitment to excellence and innovation. For more information, they can be reached at https://www.kelaiyacorp.com.
Related Products
Related Products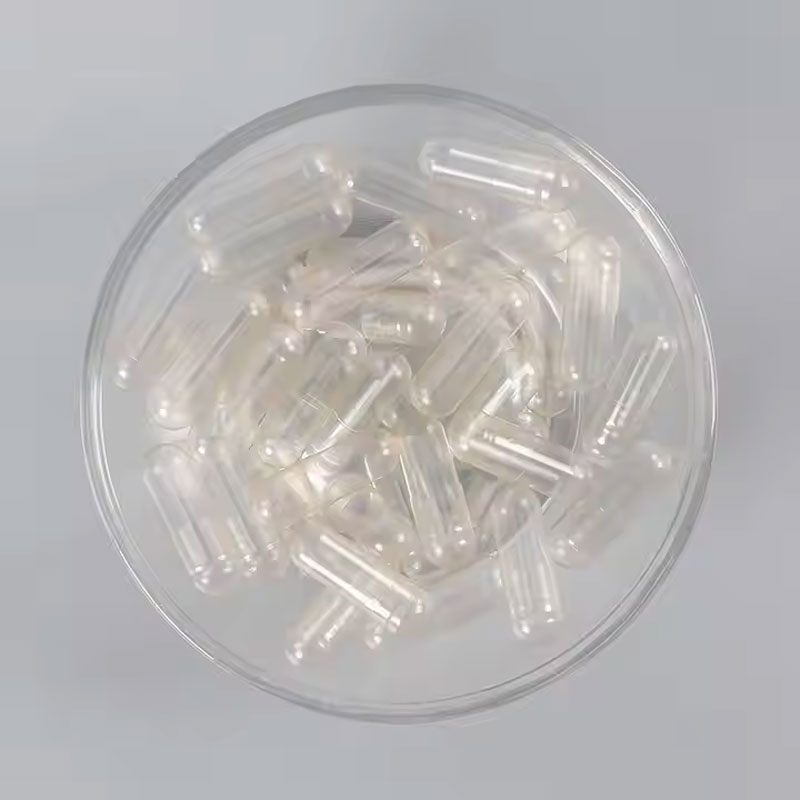
Best Selling Products
Best Selling Products-
 EMPTY HPMC CAPSULE SIZE 00 CLEAR
EMPTY HPMC CAPSULE SIZE 00 CLEAR -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders -
 CGN208-D Newest Type Semi Automatic Capsule Filling Machine
CGN208-D Newest Type Semi Automatic Capsule Filling Machine -
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4 -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
 NJP-1200 Automatic Capsule Filling Machine
NJP-1200 Automatic Capsule Filling Machine -
 TIO2 free gelatin CAPSULE
TIO2 free gelatin CAPSULE -
 NJP-200 Model Fully Automatic Capsule Filling Machine
NJP-200 Model Fully Automatic Capsule Filling Machine -
 Golden_Pearl Hard Gelatin Capule
Golden_Pearl Hard Gelatin Capule -
 DPP-140H Flat-plate Blister Packing Machine
DPP-140H Flat-plate Blister Packing Machine
Related Search
Related Search- Discount empty CLEAR HPMC CAPSULE SIZE 00
- Discount njp 2000 capsule filling machine
- Discount empty veggie capsules
- Best gelatin capsule filling machine
- Discount capsule filler size 00
- vegetable capsules sizes
- empty vegetable capsules cvs
- Certificate DPP 80 Blister machinePVC/ALU
- high quality DPP 140 Blister machine
- high quality small automatic capsule filling machine for sale