
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






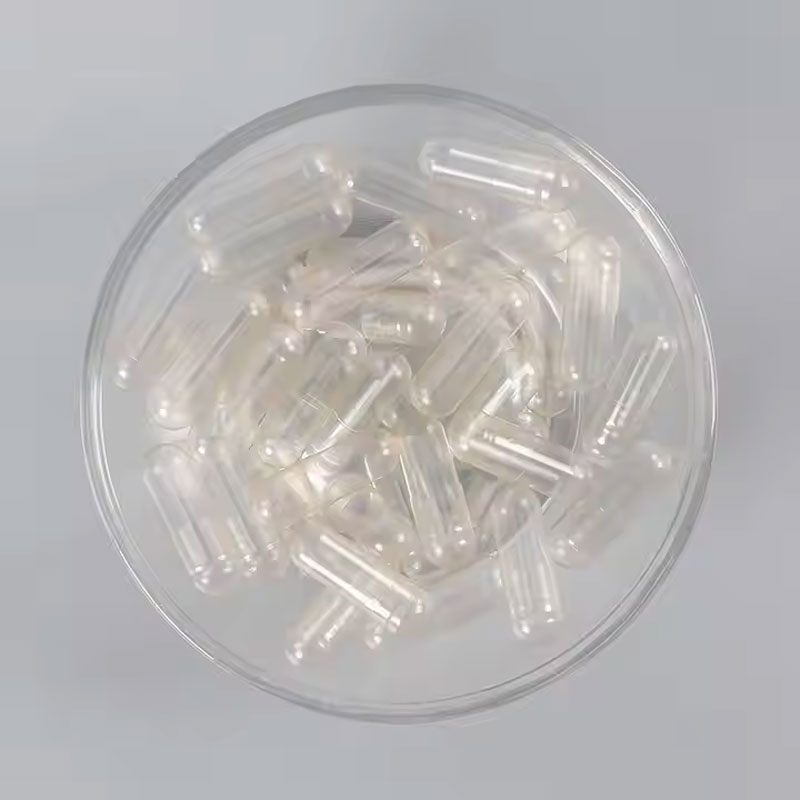
Certificate Pearl White Color Empty Capsules
Understanding the Realities of Pearl White Color Empty Capsules
Pearl white color empty capsules aren't just visually appealing; they play a crucial role in pharmaceutical packaging. However, choosing the right capsule involves more than just color. It's about understanding material quality, production standards, and how they align with specific product needs.
The Intricacies of Capsule Manufacturing
Manufacturing empty capsules, especially in a pearl white color, requires precision. Companies like SUQIAN KELAIYA INTERNATIONAL TRADING CO., LTD, experts in the field, are well-versed in these complexities. Their facilities in Zhejiang and Jiangsu provinces stand out for their advanced manufacturing processes.
One of the main challenges is consistency in color and texture. Pearl white can be tricky—slightly off, and it affects both aesthetics and consumer perception. This has pushed manufacturers to adopt stringent quality controls.
Additionally, achieving uniform thickness and strength is critical. The capsules need to withstand filling and packaging processes without compromising their integrity, which demands robust manufacturing expertise.
Quality Certification: A Key Consideration
When selecting empty capsules, ensuring they have the right certifications is vital. Certifications validate a product's compliance with safety and quality standards. This is where experienced manufacturers make a difference.
For companies like Suqian Kelaiya Corp., obtaining certifications is a standard practice. Their commitment to quality assurance includes regular audits and evaluations, giving clients confidence in the product's reliability.
These certifications not only cover manufacturing standards but also ensure the materials used are safe for consumption. It's a multi-layered process that involves rigorous scrutiny.
Material Matters: Beyond Aesthetics
While the pearl white color is attractive, the material composition of the capsule is equally significant. The balance between aesthetics and functionality is delicate.
Materials need to be inert, safe, and compatible with various formulations. This is crucial because certain formulations react differently with capsule materials, potentially affecting efficacy.
Experienced companies focus on developing capsules that provide a neutral environment, ensuring the shell doesn't interact with the contents in any adverse way.
Customization: Tailoring to Needs
Customization is often needed, not just in color but in size and capacity. This is where flexibility in production comes into play, allowing for tailored solutions that meet specific client requirements.
For instance, Suqian Kelaiya Corp. offers customization options that consider both client and consumer needs. Their ability to adapt production runs to diverse specifications is a valuable asset.
From adjusting the luminescence of the pearl white finish to matching the exact diameter needed, the customization possibilities are extensive, making the process efficient and client-focused.
The Role of Technology in Capsule Production
Technology plays an integral role in capsule production, from design to manufacturing. Advanced machinery ensures precision and efficiency, contributing to overall product quality.
Companies like Suqian Kelaiya invest in modern equipment for capsule filling and blister machine packaging, ensuring each capsule's integrity and presentation.
This technological edge is not merely an investment in tools; it's a commitment to superior production capabilities, ensuring clients receive the very best.
Conclusion
In the world of pearl white color empty capsules, expertise and attention to detail are non-negotiables. Leading companies like Suqian Kelaiya stand as examples of excellence, bringing together quality, customization, and advanced technology. Through this understanding, businesses can confidently navigate their options, ensuring they select the best capsule solutions for their needs.
Related Products
Related Products
Best Selling Products
Best Selling Products-
 NJP-800 Automatic Capsule Filling Machine
NJP-800 Automatic Capsule Filling Machine -
 DPP-140H Flat-plate Blister Packing Machine
DPP-140H Flat-plate Blister Packing Machine -
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 Halal empty hard geltin capsule
Halal empty hard geltin capsule -
 DPH-260L Roll-plate Blister Packaging Machine
DPH-260L Roll-plate Blister Packaging Machine -
 NJP-200 Model Fully Automatic Capsule Filling Machine
NJP-200 Model Fully Automatic Capsule Filling Machine -
 Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules
Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
 Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell -
 Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0
Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0 -
 CGN208-D Newest Type Semi Automatic Capsule Filling Machine
CGN208-D Newest Type Semi Automatic Capsule Filling Machine -
 NJP-1200 Automatic Capsule Filling Machine
NJP-1200 Automatic Capsule Filling Machine
Related Search
Related Search- high quality Empty Capusle
- Discount TiO2 free Capsule
- Discount Blister machine FOR CAPSULE
- capsule filling machines employed for large scale manufacture of capsules
- OEM pill capsule filling machine
- OEM/ODM Service Empty Separated clear Gelatin Capsules 00 Size
- OEM njp 400 capsule filling machine
- Discount hard gelatin capsule size 0
- OEM capsule pill filling machine
- high quality capsule filler size 2