
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






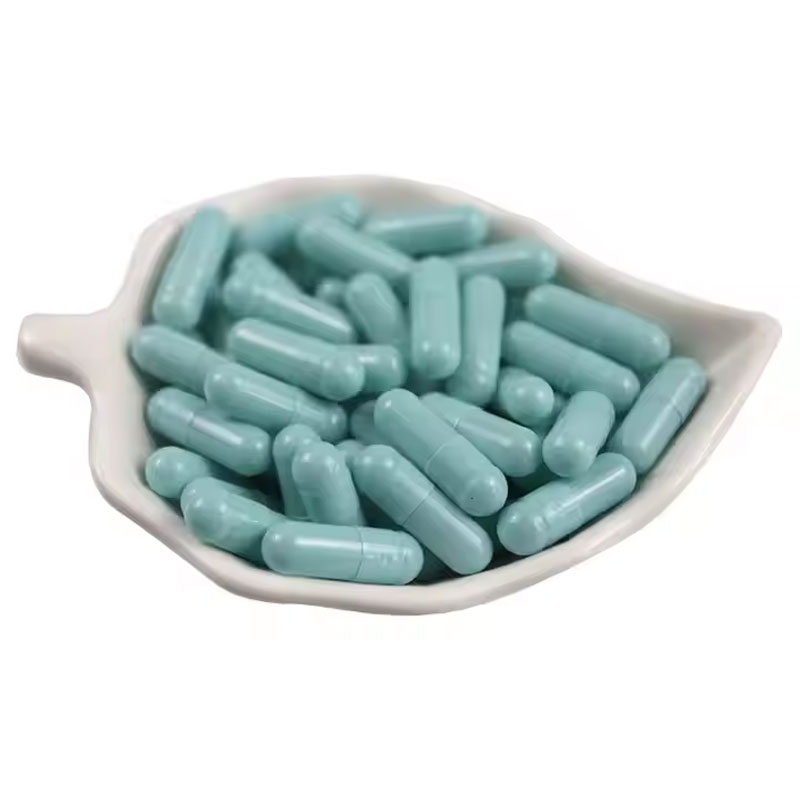
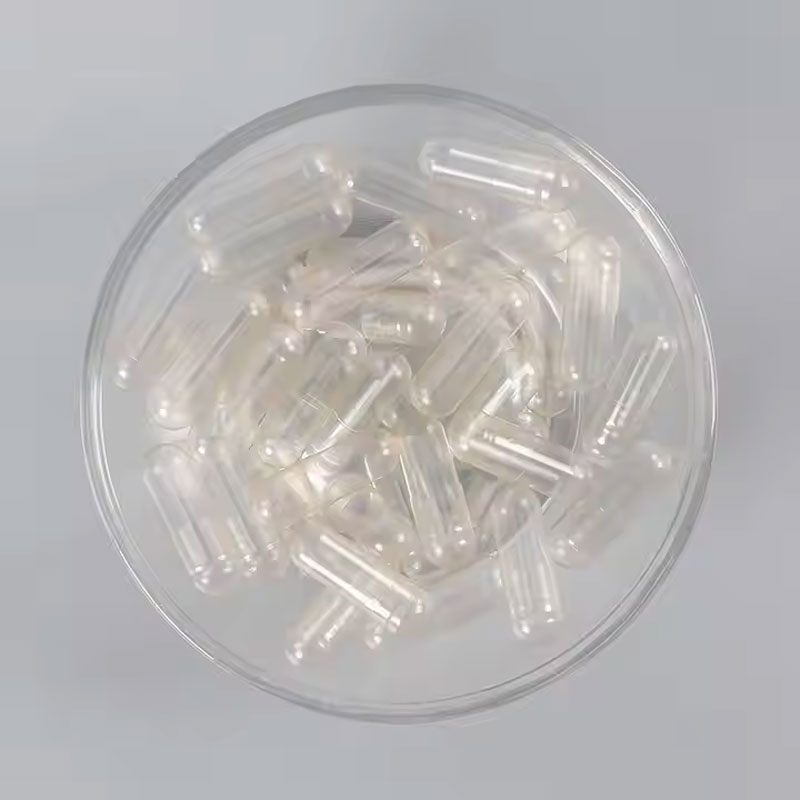
Best Empty Capsule Gelatin Capsule Size 0 Transparent Natural
The Ideal Choice: Best Empty Gelatin Capsule Size 0 Transparent Natural
Empty gelatin capsules play a pivotal role in various industries, from pharmaceuticals to dietary supplements. But what makes the best empty capsule stand out? Here’s an unfiltered look based on real experiences and insights from within the industry.
Understanding the Basics: What Makes a Great Capsule?
The concept of the best capsule is often subjective, depending on specific needs. For those of us who’ve been in the trenches, the importance of high-quality materials like gelatin and transparency — allowing content visibility — cannot be overstated. Size 0 is a popular choice due to its balance between volume capacity and ease of swallowing, which is critical, especially for dietary supplements.
Transparency in capsules isn’t just for aesthetic appeal. It offers a straightforward advantage: it allows for visual inspection of the content, something I've found crucial when ensuring conformity with standards during manufacturing. You can imagine the hassle if an entire batch goes unchecked and inconsistencies creep in.
A specialty of Suqian Kelaiya Corp., with manufacturing sites in Zhejiang and Jiangsu, is their commitment to quality. Their empty capsules, known for their reliability, have made quite a mark in the industry. The company’s dedication to developing and manufacturing top-tier products echoes throughout its operations and innovations. More info can be seen on their website, kelaiyacorp.com.
Common Misconceptions & Practical Insights on Capsule Use
One common mistake in using capsules is overlooking the importance of capsule filling machines. Trust me, manual errors are more frequent than you'd believe. A company I was consulting once faced significant delays due to faulty machinery. Therefore, investing in reliable equipment goes hand in hand with choosing top-quality capsules.
Natural transparency doesn't only beautify the capsule; it also affects the perception of purity. Consumers today are more informed and particular about what they ingest. They value accountability, which is why transparent capsules tend to be favored.
From a practical standpoint, transitioning to automated filling processes has revolutionized operational efficiency. I recall an incident where shifting to such systems reduced our error margin significantly, marking a turning point in quality assurance.
The Role of Capsule Size in Industry Applications
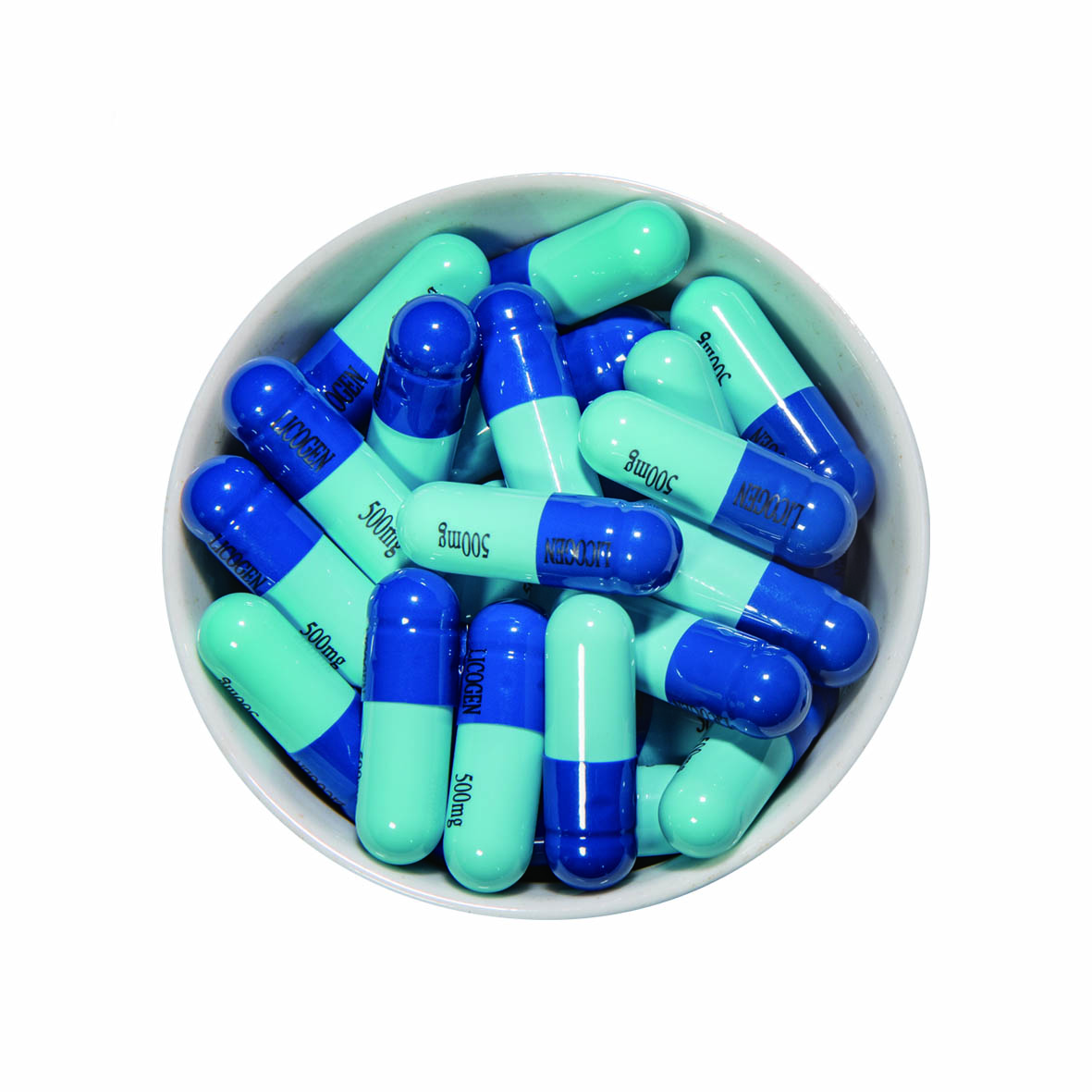
Size 0 capsules are often considered the sweet spot. They manage to incorporate a sufficient amount of material while still being consumer-friendly. In my experience, this size works wonders for both pharmaceutical applications and dietary supplements compared to smaller or larger options, which often face consumer resistance or logistical challenges.
The fact that these capsules are crafted with gelatin leads to superior dissolution properties. For manufacturers, ensuring that the capsule dissolves appropriately within a certain timeframe is crucial for product efficacy, something size 0 naturally supports due to its dimensions and design.
This transparency to the end-user, paired with the right size, can dramatically improve consumer trust and product satisfaction. In the sagging markets of economy capsules, consistency often lays the foundation for success.
Maintaining Quality and Compliance
Another essential factor is the regulations surrounding the production of capsules. In all honesty, navigating these can be a labyrinth if you're new. For a company like Suqian Kelaiya Corp., adhering to these standards is second nature, considering their extensive experience and investments in technology and expertise.
Quality checks, such as ensuring uniformity and potency of the capsule’s contents, are non-negotiable. Industry veterans understand that lapses in quality can lead to recalls, which are not only costly but can damage a brand’s reputation long-term.
It’s also worth mentioning that factors like the climate in your storage facilities can impact the efficacy of gelatin capsules. A rookie mistake I once made was overlooking humidity controls, which led to several compromised batches.
Final Thoughts: Choosing Wisely for Excellence
In the end, the best empty capsule is one that fits the precise needs of your operation, be it in pharmaceuticals or supplements. While transparency and size 0 stand out, the overall quality, adherence to regulations, and pragmatic operational practices truly define industry success.
For anyone navigating the complexities of capsule production and use, insights from established manufacturers like Suqian Kelaiya Corp. are invaluable. Their focus on quality and innovation ensures that their offerings not only meet but often exceed market expectations. For more detailed insights, you can visit their website at kelaiyacorp.com.
Related Products
Related Products


Best Selling Products
Best Selling Products-
 Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules
Empty VegCaps Shell Clear Empty Vegan Plant-Based Capsules Size 00 0 1 2 3 4 Natural Vegetable HPMC Capsules -
 Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders
Vegetarian Separated Capsules HPMC Capsules Separated Wholesale Vegetarian Capsules Discount for Bulk Orders -
 Halal empty hard geltin capsule
Halal empty hard geltin capsule -
 NJP-400 Fully Automatic Capsule Filling Machine
NJP-400 Fully Automatic Capsule Filling Machine -
 DPP-140H Flat-plate Blister Packing Machine
DPP-140H Flat-plate Blister Packing Machine -
 NJP-200 Model Fully Automatic Capsule Filling Machine
NJP-200 Model Fully Automatic Capsule Filling Machine -
 EMPTY VEGATABLE CAPSULE CLEAR SIZE 0
EMPTY VEGATABLE CAPSULE CLEAR SIZE 0 -
 Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4
Hard Gelatin Empty Capsule Shell Size 00 0 1 2 3 4 -
 Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0
Halal Certificate Empty Clear Hard Gelatin Capsules Shell Size 0 -
 EMPTY HPMC CAPSULE SIZE 00 CLEAR
EMPTY HPMC CAPSULE SIZE 00 CLEAR -
 Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules
Size 00 hpmc capsules vegetarian capsules empty hard veggie capsules -
 Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Hpmc Capsules Product Plant Vegetarian Size 00 0 Capsule Shell
Related Search
Related Search- Best 00 capsule machine
- high quality powder capsule filling machine
- Discount best automatic capsule filling machine
- Best best capsule filling machine
- заключается,222
- high quality hard gelatin capsule
- OEM HPMC Empty Capsule Shell
- Best size 3 capsule filling machine
- empty Vegetable Capsule
- OEM DPP 260 Blister machine ALU/ALU